Электроды
Приемлемые цены на сварные электроды ГОСТ 9466-75
 690-30-10")
 690-30-10")
 690-30-10")
 690-30-10")
 690-30-10")
 690-30-10")

















«Альянс Компаний Болт и Гайка» рады сообщить об открытии нового направления работы, наша компания реализует электроды всех самых востребованных марок. Предлагаем электроды высокого качества по низким ценам. При заказе большой партии предоставляются скидки.
Проведение сварочных работ невозможно без электродов. В зависимости от типа сварочных работ и материалов, которые подвергаются сварке, различаются и марки электродов. Компания «Болт и Гайка» предлагает широкий ассортимент электродов из наличия на складе в Москве. Электрод – это металлический стержень, который покрыт специальным составом.
Напоминаем, что основным направлением работы компании «Болт и Гайка» является производство и реализация метизной продукции. У нас вы найдете самый широкий ассортимент крепежа – болты, гайки, шайбы, шпильки и многое другое. Также мы производим фундаментные болты ГОСТ 24379.1-80, анкерные блоки по чертежам заказчика, закладные детали и пластины любых размеров.
Преимущества компании «Болт и Гайка» оценили многие строительные компании. Мы гарантируем высокое качество поставляемой продукции и оперативные сроки исполнения заказа. На любые вопросы с радостью ответят наши менеджеры – звоните!
ОАО "Лосиноостровский электродный завод"
Электроды ЛЭЗ МР-3
Для сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным током и постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 1, 0%. В случае превышения содержания влаги в покрытии более 1,0% электроды прокалить при t 120-160 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр мм | нижнее | верт. | потолочн. |
| 2,5 | 70-90 | 60-100 | 60-100 |
|
3,0 |
90-140 | 80-100 | 80-100 |
| 4,0 | 160-220 | 140-180 | 140-180 |
| 5,0 | 170-260 | 160-200 | ------- |
| 6,0 | 220-270 | ------- | ------- |

Электроды ЛЭЗ МР-3Т
Для сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным током и постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 1, 0%. В случае превышения содержания влаги в покрытии более 1,0% электроды прокалить при t 180 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр мм | нижнее | верт. | потолочн. |
| 2,5 | 70-90 | 50-100 | 60-100 |
|
3,0 |
100-140 | 80-110 | 80-110 |
| 4,0 | 140-220 | 140-180 | 140-170 |
| 5,0 | 170-260 | 160-200 | ------- |
| 6,0 | 270-320 | ------- | ------- |

Электроды ЛЭЗ-46.00
Универсальный электрод для сварки ответственных конструкций из углеродистых сталей, а также судостроительных категорий 1, 2, 3. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным током и постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 0,7%. В случае превышения содержания влаги в покрытии электроды прокалить при t 120-160 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр | нижнее | верт. с низу вверх | верт. с верху вниз | потолочн. |
| 2,0 | 40-60 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 100-120 | 60-100 |
| 3,0 | 90-120 | 80-110 | 140-170 | 80-110 |
| 4,0 | 130-170 | 120-160 | ------- | 120-160 |
| 5,0 | 170-220 | 150-190 | ------- | ------- |

Электроды ЛЭЗ УОНИ-13/55
Для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости, в частности при работе в условиях пониженных температур. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 0,3%. В случае превышения содержания влаги в покрытии более 0,3% электроды прокалить при t 350 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр мм | нижнее | верт. | потолочн. |
| 2,5 | 55-80 | 50-65 | 45-65 |
|
3,0 |
90-120 | 80-100 | 70-90 |
| 4,0 | 130-150 | 130-140 | 110-130 |
| 5,0 | 180-210 | 160-180 | ------- |
| 6,0 | 210-240 | ------- | ------- |

Электроды ЛЭЗ АНО-4
Для сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным током и постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 1,0%. В случае превышения содержания влаги в покрытии более 1,0% электроды прокалить при t 180 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр мм | нижнее | верт. | потолочн. |
| 2,5 | 70-90 | 60-100 | 60-100 |
|
3,0 |
90-140 | 80-100 | 80-100 |
| 4,0 | 160-220 | 140-180 | 140-180 |
| 5,0 | 170-260 | 160-200 | ------- |
| 6,0 | 220-290 | ------- | ------- |

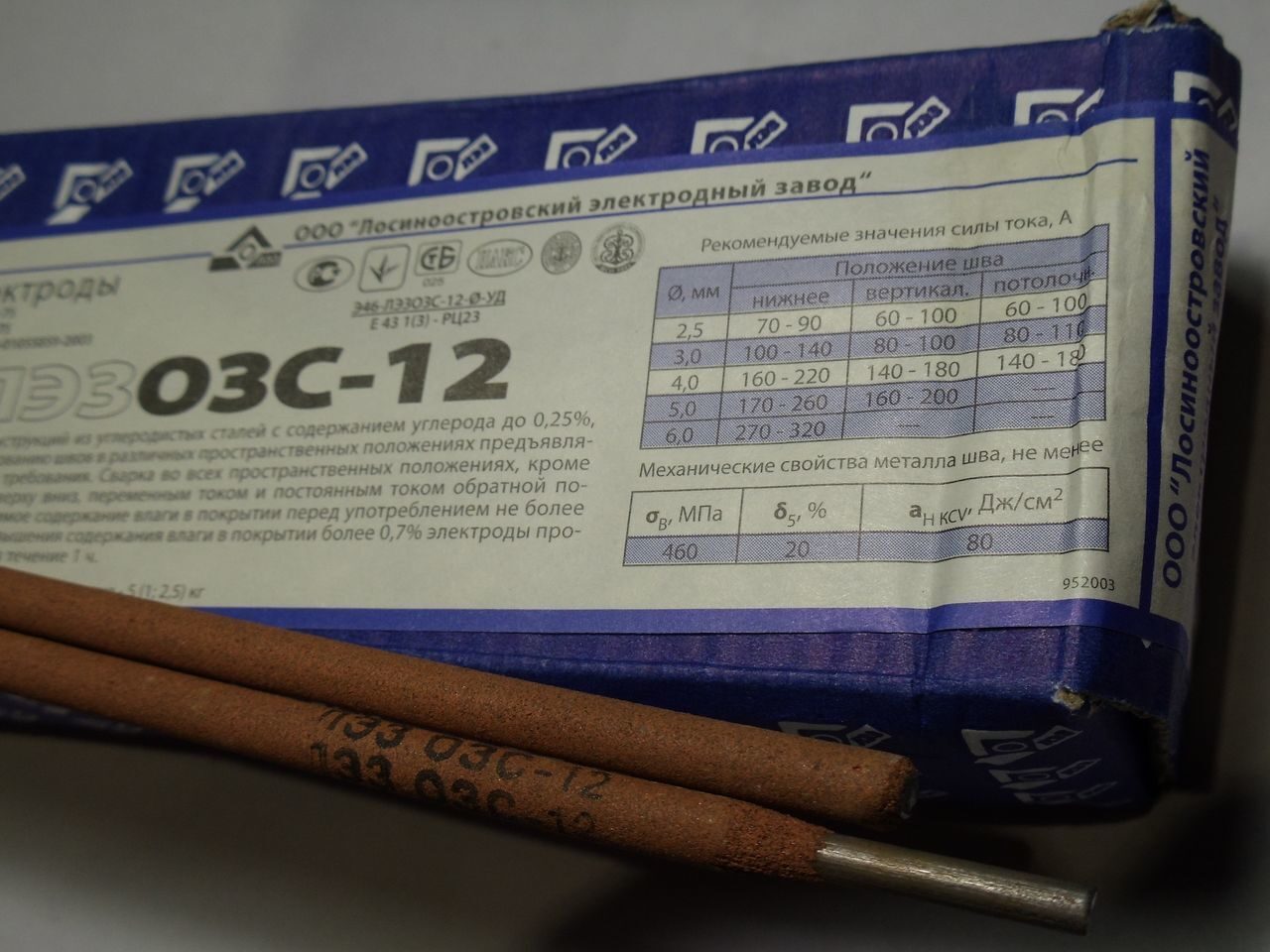
Электроды ОЗС-12
Для сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным током и постоянным током обратной полярности. Допустимое содержание влаги в покрытии перед употреблением не более 0,7%. В случае превышения содержания влаги в покрытии более 0,7% электроды прокалить при t 150 С в течении 1 ч.
Рекомендуемые значения силы тока, А.
| диаметр мм | нижнее | верт. | потолочн. |
| 2,5 | 70-90 | 60-100 | 60-100 |
|
3,0 |
90-140 | 80-100 | 80-100 |
| 4,0 | 160-220 | 140-180 | 140-180 |
| 5,0 | 170-260 | 160-200 | ------- |
| 6,0 | 270-320 | ------- | ------- |